"다이싱"의 두 판 사이의 차이
| 5번째 줄: | 5번째 줄: | ||
<li> [[전자부품]] | <li> [[전자부품]] | ||
<ol> | <ol> | ||
| − | |||
<li> [[가공]] | <li> [[가공]] | ||
| + | <ol> | ||
| + | <li> [[다이싱]] - 이 페이지 | ||
| + | </ol> | ||
| + | <li>참조 | ||
| + | <ol> | ||
| + | <li> [[천공]] | ||
| + | <li> [[스크라이버]] | ||
| + | </ol> | ||
</ol> | </ol> | ||
</ol> | </ol> | ||
| 72번째 줄: | 79번째 줄: | ||
image:saw_if_etc04_003.jpg | 스크라이빙 후 부러뜨렸다. | image:saw_if_etc04_003.jpg | 스크라이빙 후 부러뜨렸다. | ||
</gallery> | </gallery> | ||
| + | </ol> | ||
| + | <li>half-cut 다이싱 후 | ||
| + | <ol> | ||
| + | <li>LTCC 몰딩품에서 | ||
| + | <ol> | ||
| + | <li> Motorola [[Z8m]] 휴대폰에서, [[SAW-모듈]] | ||
| + | <gallery> | ||
| + | image:z8m01_069_001.jpg | ||
| + | image:z8m01_069_002.jpg | LTCC는 레이저 [[천공]], 에폭시는 half-cut [[다이싱]] 후 부러뜨린 듯 | ||
| + | </gallery> | ||
| + | <li> Motorola [[Z8m]] 휴대폰에서, [[SAW-모듈]] | ||
| + | <gallery> | ||
| + | image:z8m01_089.jpg | ||
| + | image:z8m01_090.jpg | ||
| + | image:z8m01_091.jpg | ||
| + | image:z8m01_092.jpg | ||
| + | image:z8m01_093.jpg | LTCC [[다이싱]] 방법 | ||
| + | </gallery> | ||
| + | </ol> | ||
| + | <li>실리콘 웨이퍼 | ||
| + | <ol> | ||
| + | <li>Panasonic [[VP-7750A]] Wow Flutter 미터 | ||
| + | <gallery> | ||
| + | image:vp_7750a_080.jpg | LM306H, high-speed voltage comparators | ||
| + | image:vp_7750a_084.jpg | NEC uPC157A, op amp. | ||
| + | </gallery> | ||
| + | <li>HP [[8112A]] 50 MHz pulse generator에서, 어떤 [[Tr]]에서 | ||
| + | <gallery> | ||
| + | image:tr_metal03_004.jpg | ||
| + | image:tr_metal03_005.jpg | ||
| + | </gallery> | ||
| + | </ol> | ||
</ol> | </ol> | ||
<li>반도체 다이싱 | <li>반도체 다이싱 | ||
<ol> | <ol> | ||
| − | <li> | + | <li>레이저 기술 |
| + | <ol> | ||
| + | <li>용어 stealth dicing, ultrashort pulsed(USP) | ||
| + | <li>유리(soda lime glass) | ||
<ol> | <ol> | ||
| − | <li> | + | <li> - 10p |
| + | <li>기술 | ||
<ol> | <ol> | ||
| + | <li>장점: high speed cutting, no chipping, dust-free, zero-kerf, no chemicals | ||
| + | <li>스텔스 다이싱 단점: 절단면에 큰 거칠기 존재, 완전히 분리하는 개별화 작업을 위해 기계적인 충격이 필요함. | ||
| + | <li>완전한 절단(Full ablation cutting) - 작업속도가 느리다. 측벽이 매우 거칠다. 많은 먼지가 발생된다. | ||
| + | <li>제어된 파괴전파(Controlled fracture propagation) - 시작지점을 기계적으로 긁고, 이후 레이저로 가열하여 균열 발생하는 기법(절단면이 매끄럽다. 곡선이 안된다. 경로가 부정확하다. 열을 받는다.) | ||
| + | </ol> | ||
| + | </ol> | ||
<li>레이저 촛점을 이룬 공간에 웨이퍼 재료가 깨져 개질층(빈공간) 형성해야 한다. | <li>레이저 촛점을 이룬 공간에 웨이퍼 재료가 깨져 개질층(빈공간) 형성해야 한다. | ||
<ol> | <ol> | ||
| 84번째 줄: | 133번째 줄: | ||
<li>개질층이 웨이퍼 두께에 따라 1~5회 형성해야 하므로, 촛점 깊이를 정확히 맞출 수 있어야 한다. | <li>개질층이 웨이퍼 두께에 따라 1~5회 형성해야 하므로, 촛점 깊이를 정확히 맞출 수 있어야 한다. | ||
<li>웨이퍼 표면 높이를 레이저 센서로 미리 측정하여 촛점을 맞춘다. | <li>웨이퍼 표면 높이를 레이저 센서로 미리 측정하여 촛점을 맞춘다. | ||
| − | <li>레이저가 나오는 렌즈는 NA값이 큰 대구경을 사용하여 촛점 깊이 | + | <li>레이저가 나오는 렌즈는 NA값이 큰 대구경을 사용하여 촛점 깊이(DOF)를 낮게 형성시킨다. |
<li>빈공간이 작아야 정교하게 개질층이 형성된다. 생산성 때문에 펄스 주파수(Q-rate)가 높아야 한다. | <li>빈공간이 작아야 정교하게 개질층이 형성된다. 생산성 때문에 펄스 주파수(Q-rate)가 높아야 한다. | ||
<li>레이저 빔 직경이 기존대비 1/10이면 Q-Rate는 x10 이어야 절삭속도가 동일해진다. | <li>레이저 빔 직경이 기존대비 1/10이면 Q-Rate는 x10 이어야 절삭속도가 동일해진다. | ||
</ol> | </ol> | ||
| + | </ol> | ||
| + | <li>실리콘 웨이퍼 | ||
| + | <ol> | ||
| + | <li>레이저 | ||
| + | <ol> | ||
<li>CIS #2 - 레이저 | <li>CIS #2 - 레이저 | ||
<gallery> | <gallery> | ||
| 149번째 줄: | 203번째 줄: | ||
image:saw1411_01_001.jpg | image:saw1411_01_001.jpg | ||
image:saw1411_01_002.jpg | 줄무늬 수평 간격이 절단 속도에 비례한다. | image:saw1411_01_002.jpg | 줄무늬 수평 간격이 절단 속도에 비례한다. | ||
| − | image:saw1411_01_003.jpg | 두께 5% 매우 빠르게, 두께 60% 천전히, 그리고 뒤집어서 다시. 총 4번 | + | image:saw1411_01_003.jpg | 두께 5% 매우 빠르게, 두께 60% 천전히, 그리고 뒤집어서 다시. 총 4번 다이싱한 것처럼 보이지만, 한 번만 다이싱해도 이렇다.(?????) |
image:saw1411_01_004.jpg | 4번 다이싱 때문에, 뒷면 칩핑이 매우 적음 | image:saw1411_01_004.jpg | 4번 다이싱 때문에, 뒷면 칩핑이 매우 적음 | ||
</gallery> | </gallery> | ||
2021년 3월 10일 (수) 13:41 판
다이싱 dicing
- 링크
- 다이싱 모양
- 삼각형
-
- 평행사변형을 자른 삼각형
- MSC가 있는, high out-of-band rejection in surface acoustic wave (SAW) filters,
- MSC가 있는, high out-of-band rejection in surface acoustic wave (SAW) filters,
- 매우 긴 직각사각형 - 그냥 직사각형, 정사각형은 가장 널리 사용되므로 첨부 생략
- CIS - 스캐너용 contact image sensor

X축 IC 18.2x1.35x0.64mm, Y축 IC 11.2x1.35x0.64mm
- DDI - 능동LCD용 Display Driver

이런 센서(합성 때 약간 문제로 줄어듬) 15개를 사용한다.
- CIS - 스캐너용 contact image sensor
- 평행사변형
- TV용 IF SAW필터

112LT Sanyo 마킹
- TV용 IF SAW필터
- 육각형
- LED칩


한변 길이가 1.2mm
- LED칩
- 삼각형
- 금속 다이싱
- 얇은 구리판(PCB용 도금 동박 등)
- 도금 CSP 쏘필터

다이싱 2nd 채널에서, 구리는 burr가 쉽게 발생됨.
- 도금 CSP 쏘필터
- 리드프레임
- 얇은 구리판(PCB용 도금 동박 등)
- 스크라이빙 후 부러뜨림
- 쏘필터, 매우 긴 칩 - 러시아?


패키지 길이 21.4mm

스크라이빙 후 부러뜨렸다.
- 쏘필터, 매우 긴 칩 - 러시아?
- half-cut 다이싱 후
- 반도체 다이싱
- 레이저 기술
- 용어 stealth dicing, ultrashort pulsed(USP)
- 유리(soda lime glass)
- - 10p
- 기술
- 장점: high speed cutting, no chipping, dust-free, zero-kerf, no chemicals
- 스텔스 다이싱 단점: 절단면에 큰 거칠기 존재, 완전히 분리하는 개별화 작업을 위해 기계적인 충격이 필요함.
- 완전한 절단(Full ablation cutting) - 작업속도가 느리다. 측벽이 매우 거칠다. 많은 먼지가 발생된다.
- 제어된 파괴전파(Controlled fracture propagation) - 시작지점을 기계적으로 긁고, 이후 레이저로 가열하여 균열 발생하는 기법(절단면이 매끄럽다. 곡선이 안된다. 경로가 부정확하다. 열을 받는다.)
- 레이저 촛점을 이룬 공간에 웨이퍼 재료가 깨져 개질층(빈공간) 형성해야 한다.
- 레이저 촛점은 레이저 진행 방향에 따라 원형, 진행방향 타원, 진행에 수직방향 타원 등을 만들 수 있다.
- 개질층이 웨이퍼 두께에 따라 1~5회 형성해야 하므로, 촛점 깊이를 정확히 맞출 수 있어야 한다.
- 웨이퍼 표면 높이를 레이저 센서로 미리 측정하여 촛점을 맞춘다.
- 레이저가 나오는 렌즈는 NA값이 큰 대구경을 사용하여 촛점 깊이(DOF)를 낮게 형성시킨다.
- 빈공간이 작아야 정교하게 개질층이 형성된다. 생산성 때문에 펄스 주파수(Q-rate)가 높아야 한다.
- 레이저 빔 직경이 기존대비 1/10이면 Q-Rate는 x10 이어야 절삭속도가 동일해진다.
- 실리콘 웨이퍼
- 레이저
- CIS #2 - 레이저

센서 경계선

센서 칩 두께 250um, 레이저 다이싱
- MEMS 마이크 - 1



레이저 다이싱 5회
- MEMS 마이크 - 2, 인기 레이저 다이싱 장비를 조사하니, 실리콘에 흡수율이 좋은 IR 파장에 전력은 10W.

측면 다이싱 관찰

레이저 4회



천공 간격 약 3um, Q-rate 100kHz 레이저를 사용했다면 300mm/sec 전진 속도. 4회 반복하므로 약 70mm/sec 절삭속도가 나올 것으로 예상.
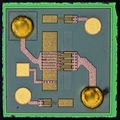
- 인포콤 RF하이패스, 스위치

중심 위: common, 좌우가 sig1,2, 아래 두 개가 각 sig1,2에 대응하는 gnd, 오른쪽 위가 ctrl.

레이저 다이싱
- CIS #2 - 레이저
- 회전 블레이드
- CIS #1 - 회전 다이아몬드 휠로 절단

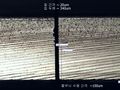
칩 두께 0.34mm, 두 칩 간격 20um

블레이드 다이싱, 수평간격이 0.1mm이므로 30krpm이면 50mm/sec 절단속도
- 만도 RF하이패스, 로스윈 PLL 모듈에 있는 TCXO용 IC


위에서 두께의 45% 천천히 자르고, 20% 깊숙히 빠르게 자르고, 뒤집어 나머지 자른듯(?)

- 인포콤 RF하이패스, PAM용 TR 두 개
- first stage amp.

다이싱 때, 90도 돌려 두번째 채널 자를 때 칩이 테이프에서 뜨면서 기울어져 발생한 무늬
- second stage amp.
2-stage 앰프에서 뒤쪽에 있는, 더 큰 출력이 필요한 Tr

다이싱 때 1ch 컷

다이싱 때 90도 돌려 자른 ch2 컷
- first stage amp.
- CIS #1 - 회전 다이아몬드 휠로 절단
- 레이저
- 쏘필터용 웨이퍼
- 무라타, 1.4x1.1mm


줄무늬 수평 간격이 절단 속도에 비례한다.

두께 5% 매우 빠르게, 두께 60% 천전히, 그리고 뒤집어서 다시. 총 4번 다이싱한 것처럼 보이지만, 한 번만 다이싱해도 이렇다.(?????)

4번 다이싱 때문에, 뒷면 칩핑이 매우 적음
- 무라타, 1.4x1.1mm
- 레이저 기술
- 절삭속도 추정
- K3953D에서, 30krpm이라면, 60um 수평간격이면 절삭속도는 30mm/sec.

표면에서 각도는 블레이드 직경을 알 수 있다.
- K3953D에서, 30krpm이라면, 60um 수평간격이면 절삭속도는 30mm/sec.
- 뒷면 그루빙(도랑 파기)
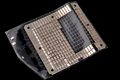
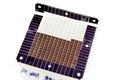
- K3953D에서 - 다이싱(칩두께 500um) 및 뒷면 그루빙(간격 330um, 깊이 110um, 폭 55um)

가장자리 칩핑이 많다.

두번 다이싱


항상 원형으로 깍인다.
- 벌크파동을 제거하기 위한, 뒷면 grooving 및 Ag 에폭시 다이 접착제


SAW기술에서
- K3953D에서 - 다이싱(칩두께 500um) 및 뒷면 그루빙(간격 330um, 깊이 110um, 폭 55um)






















































